水導激光技術應用案例之非晶合金加工
發布日期:2025-06-16 09:17 ????瀏覽量:
非晶合金因其獨特的短程有序、長程無序原子結構,展現出高強度、高彈性、優異耐腐蝕性等特性,被譽為“液態金屬的固態版本”,在航空航天、生物醫療及精密器械領域具有廣闊應用前景。其亞穩態特性導致加工難度極高,傳統工藝難以平衡熱積累與晶化抑制的矛盾。本文以水導激光技術為核心,解析其在非晶合金加工中的創新應用與技術突破。
一、非晶合金加工的技術瓶頸
非晶合金的加工困境源于其獨特的物理特性:
-
??熱敏感性??:快速冷卻鑄造需在毫秒級完成,工藝窗口狹窄;熱塑性成型依賴過冷液相區軟化,但粘度變化與結晶驅動力易引發局部晶化。
-
??減材制造缺陷??:電火花加工因放電高溫誘發亞表面微裂紋;飛秒激光雖降低熱影響,但低溫環境下仍可能觸發非晶-晶態相變。
-
??氧化與污染??:傳統干法激光加工中,高溫促使材料表面氧化生成脆性副產物(如ZrO?、Cu?O),顯著降低構件性能。
上述問題導致非晶合金構件易形成熱影響區(HAZ),造成力學性能劣化與微觀結構失穩,制約其工程化應用。
二、水導激光技術的創新突破
水導激光技術通過水射流動態冷卻與熔融物沖刷的協同作用,實現非晶合金的高效精密加工,其核心優勢體現在以下三方面:
-
??精準熱管理??:水射流在激光作用區形成動態冷卻層,將熱輸入限制在微米級區域,抑制熱傳導引發的晶化傾向。實驗表明,WJGL加工的HAZ厚度僅為15 μm,較傳統干法激光降低80%以上。
-
??氧化抑制機制??:水流實時沖刷加工界面,隔絕氧氣接觸,避免氧化鋯(ZrO?)等脆性相生成。XRD分析顯示,WJGL加工底面僅保留基體銅相,而干法激光頂面出現顯著Cu?O特征峰。
-
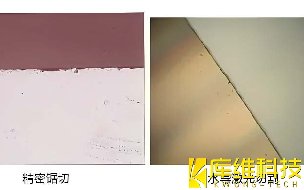
??熔融物沖刷效應??:高速水流清除熔融殘渣,減少重鑄層與微裂紋,提升表面完整性。相較于飛秒激光,WJGL加工表面粗糙度降低50%,無亞表面缺陷。
三、實驗驗證與效果對比
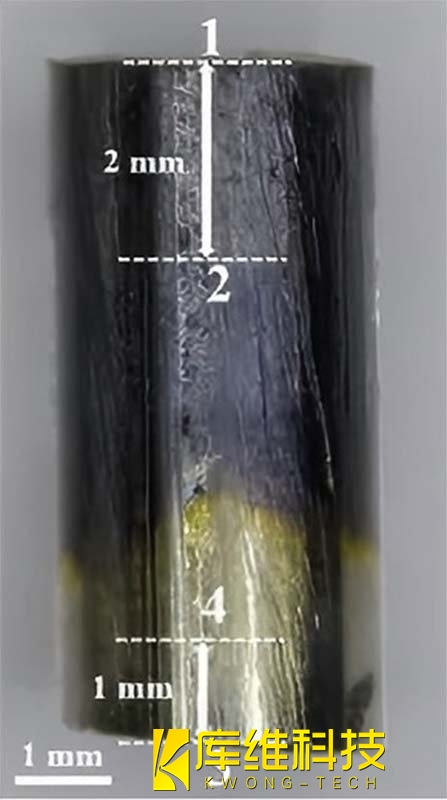
以非晶合金棒材加工為例,水導激光展現出顯著技術優勢:
-
??表面質量??:干法激光加工區金屬光澤消失,HAZ擴展至數百微米;WJGL加工區保持鏡面狀態,無氧化變色。
-
??物相穩定性??:XRD檢測證實,WJGL加工未誘發Cu?O相變,而干法加工因高溫氧化導致基體晶化。
-
??尺寸精度??:HAZ控制在15 μm內,滿足微結構構件的尺寸公差要求。
上述結果驗證了水導激光技術通過熱-流-固多場耦合調控,在非晶合金加工中實現“冷加工”效果,突破傳統工藝的熱力學限制。
水導激光技術憑借其獨特的冷卻與沖刷機制,為非晶合金加工提供了高完整性解決方案,有效平衡加工效率與材料性能保留的矛盾。隨著精密制造需求的升級,該技術在醫療器械、柔性電子等領域具有廣闊應用前景。
相關文章

切割玻璃材料時為什么需要加水?—解析水在玻璃切割中的多重作用
水導激光技術應用案例之Ni-Si合金加工
水導激光技術應用案例之LTCC材料加工
水導激光加工技術:激光與水射流的耦合分析

水導激光如何解決碳化硅加工難題?— 技術解析與案例實踐

水導激光切割技術在切割碳化硅時的切割速度如何?

水導激光加工技術:水導激光與水輔助激光切割硅片對比
水導激光加工碳化硅中的注意事項
水導激光加工技術:傳統加工與水導激光在相同工藝參數下的加工表面質量對比