水導激光切割技術在切割碳化硅時的切割速度如何?
發布日期:2025-05-21 09:04 ????瀏覽量:
碳化硅(SiC)作為第三代半導體材料,憑借其高硬度(莫氏硬度9.5級)、耐高溫、高導熱性等特性,成為新能源汽車、5G通信及航空航天領域的核心材料。水導激光切割技術(LMJ)??憑借其獨特的非接觸式加工優勢,顯著提升了碳化硅切割速度與質量,成為行業技術革新的焦點。
一、水導激光切割技術如何實現速度躍升?
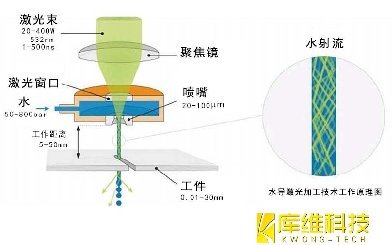
1、激光-水射流協同作用機制
水導激光切割技術通過高壓水射流形成光波導,將激光能量精準引導至切割區域。與傳統線鋸的機械摩擦切割不同,該技術利用激光的高能脈沖直接氣化材料,避免了機械應力導致的材料崩裂和磨蝕耗時。例如,傳統線鋸切割6英寸碳化硅晶錠需耗時100小時,而水導激光技術通過非接觸式加工,采用532nm波長激光配合20MPa水壓時,碳化硅切割速率可達10-15mm/s,將效率提升3-5倍,單次切割時間縮短至20小時以內,且切口平整度優于線鋸工藝。
2、冷卻與排屑
水流在切割過程中發揮雙重作用:
-
??冷卻作用??:碳化硅作為高硬度、高導熱材料,加工過程中易因局部高溫引發微裂紋或晶格畸變。水導激光技術中,高速水流持續冷卻切割區域,將材料表面溫度控制在500℃以下,避免相變或熱應力累積。這一特性使得LMJ無需像干式激光切割頻繁停機降溫,保障切割過程連續高效。
-
??碎屑清除??:傳統線鋸切割產生的碳化硅碎屑易堵塞切割縫,導致線鋸磨損加劇甚至斷線。而LMJ技術中,高壓水射流可將切割碎屑瞬間沖刷出作用區域,減少二次沉積對激光能量的散射損耗。據統計,有效的排屑設計可使切割速度額外提升15%-20%。
這一機制消除了傳統切割中頻繁停機清理碎屑的需求,使加工效率提升20%以上。
二、速度優勢的量化對比
1、切割效率數據??
2、材料利用率提升??
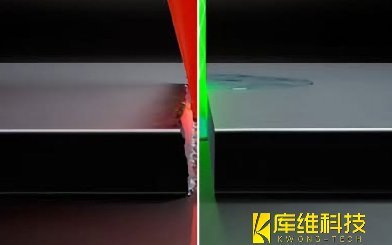
傳統切割因機械磨損和切縫寬度限制,材料損失率高達46%。水導激光切割通過微米級路徑控制,將損耗降至80μm以下,單晶錠有效利用率從54%提升至92%,顯著降低碳化硅晶錠的噸均成本。
三、技術局限性與優化方向
盡管水導激光切割速度優勢顯著,其進一步優化仍受限于激光波長適配性。目前技術主要支持1064nm(紅外)、532nm(綠光)及355nm(紫外)三種波長,而水對不同波長激光的吸收率差異(如1064nm吸收率約0.1%/cm,532nm增至約2%/cm)直接影響能量傳輸效率。國內企業如庫維科技正研發多頻段激光耦合技術,計劃擴展至266nm(深紫外)波段,以提升對12英寸晶錠的切割能力。
隨著碳化硅在8英寸晶圓及功率器件中的規模化應用,水導激光切割技術正從實驗室走向產線。國際廠商如DISCO、國內廠商庫維激光等已實現該技術的產業化落地,推動碳化硅晶圓成本下降40%-50%。預計至2026年,LMJ技術將占據碳化硅切割市場60%份額,成為第三代半導體產業鏈升級的核心驅動力。
相關文章
水導激光切割技術在切割碳化硅時的精度如何?

如何優化激光切割碳化硅的質量?
水導激光切割技術的雙面鏡:優勢與劣勢深度解析
有哪些方法可以提高激光切割碳化硅時的冷卻效果?
碳化硅的激光切割技術介紹
水導激光切割在玻璃纖維增強復合材料上的應用

水導激光切割在鋁合金上的應用

水導激光切割:在晶圓切割中水的電阻率為什么很小
水導激光切割在碳釬維增強復合材料上的應用