在電子封裝技術高速發展的背景下���,低溫共燒陶瓷憑借其優異的高頻特性、高集成度與可靠性,已成為芯片模塊化與微系統制造的核心材料。但LTCC的異形微結構加工對工藝精度�����、熱損傷控制提出了嚴苛要求。傳統激光加工存在錐度效應顯著�、熱影響區(HAZ)大等問題���,而水導激光技術通過創新性的水射流-激光協同機制�,為LTCC加工提供了突破性解決方案�����。本文以LTCC微槽加工為例����,解析水導激光技術的核心優勢與應用價值���。
一�、LTCC材料的優勢與加工難點
1、LTCC的核心優勢
LTCC通過多層陶瓷基板堆疊技術,可實現高頻電路的高密度集成��,其介電常數(6-10)和損耗(tanδ<0.002)特性顯著優于傳統PCB材料�����。LTCC還支持三維布線與無源器件集成,廣泛應用于5G通信濾波器�、汽車電子傳感器等場景����。
2����、加工難點
??高精度??:微槽寬度需控制在百微米級,錐度角需低于2°��;
??低熱損傷??:避免高溫導致的陶瓷晶相轉變與微裂紋��;
??殘留物控制??:熔融物殘留易引發電路短路�����,需徹底清除。
傳統干法激光加工因熱累積效應����,常導致HAZ達數十微米�����,且錐度角超2°,難以滿足微系統集成需求����。
二���、水導激光技術的技術原理與案例分析
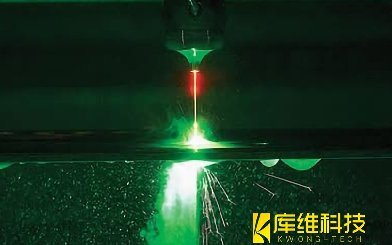
1��、技術原理與機制
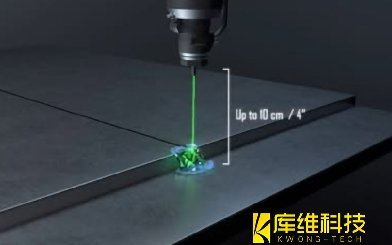
水導激光技術通過高壓水射流(直徑30-100 μm)全反射引導激光能量,形成柱狀光束(長度80-100 mm)���,結合動態冷卻與熔融物沖刷����,實現材料同步去除與熱抑制。其能量分布呈平頂特性,避免傳統高斯光束的邊緣過熱問題����。
2�、LTCC微槽加工案例分析
(1)實驗參數與效果
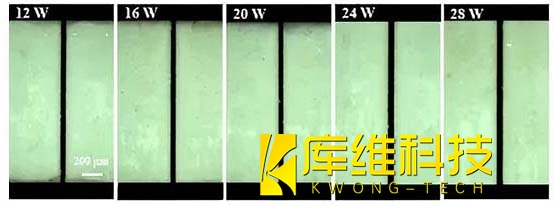
針對LTCC基板��,采用波長532 nm的納秒激光���,功率12-28 W����,水射流速度180 m/s���。加工結果顯示:
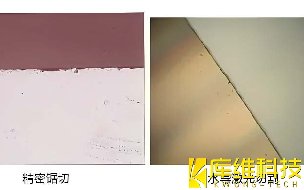
??殘留物清除??:水射流動能有效沖刷熔融物,槽壁無毛刺與碎屑堆積�����;
??錐度控制??:功率12-28 W時���,錐度角穩定于0.2°-0.4°�����,較傳統激光降低1個數量級�;
??熱影響抑制??:未檢測到明顯HAZ��,材料晶相保持穩定�。
(2)技術優勢解析
??超長柱狀光束??:均勻能量分布使材料沿軸向同步消融�����,突破傳統發散光束的錐度限制;
??動態冷卻機制??:水射流帶走熱量,抑制陶瓷晶粒粗化與相變�����;
??環保與安全??:熔渣隨水流排出���,避免有毒氣溶膠污染���。
三��、水導激光技術的多維優勢
1�、加工精度與效率提升
??深寬比突破??:可實現深徑比>20:1的微結構�����,適用于高密度布線��;
??加工速度??:較傳統鋸切工藝提升7-10倍,且無需二次拋光。
2�����、材料適應性擴展
除LTCC外�����,該技術已成功應用于碳化硅�����、鈦合金等硬脆/高熔點材料�����,驗證了其跨領域普適性����。
3�����、產業化應用前景
??5G通信??:用于濾波器�����、天線等高頻器件的微結構加工;
??醫療電子??:生物兼容性陶瓷傳感器的精密制造����;
??航空航天??:耐高溫陶瓷基復合材料的無損切割����。
水導激光技術通過水射流-激光協同機制,解決了LTCC加工中精度��、熱損傷與殘留控制的行業痛點�,為三維集成微系統提供了可靠工藝保障。隨著國內企業如庫維科技實現100%國產化設備突破�,該技術在半導體封裝��、MEMS傳感器等領域加速滲透。