水導激光加工技術:水射流的形成與衰減機理
發布日期:2025-06-20 09:32 ????瀏覽量:
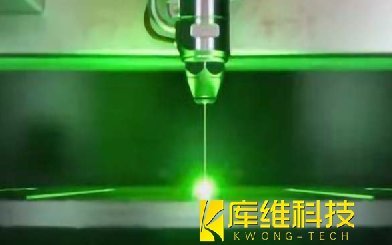
水導激光加工技術作為一種結合激光與高壓水射流的精密加工方法,憑借其無熱損傷、高精度和低污染等優勢,廣泛應用于半導體、精密光學元件和微機電系統(MEMS)制造領域。其核心在于通過耦合腔噴嘴形成穩定的水射流,并利用水射流作為激光傳輸介質,實現材料的高效去除與表面改性。
一、水射流的形成機理與噴嘴設計優化
1、耦合腔噴嘴的結構特性
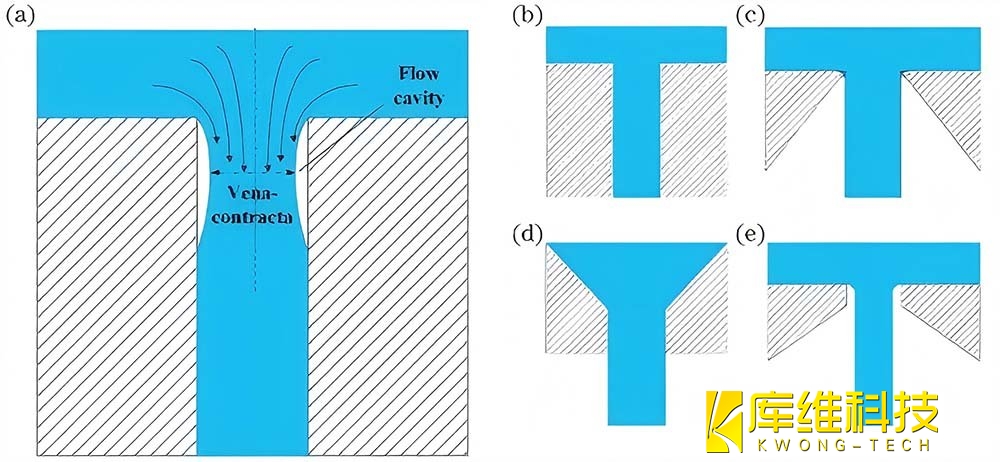
水射流的形成始于耦合腔噴嘴的特殊設計。如圖1所示,水流從上方流入收縮段(Vena contracti),經流腔(Flow cavity)加速后形成直徑約微米級的細射流。噴嘴形狀(如T形、圓形等)直接影響射流穩定性:
-
??收縮段幾何參數??:決定流速與壓力分布,通過伯努利方程可在一定的壓力條件下粗略計算水射流流速。計算公式為 V ≈ √2p/ρ
-
??理想噴嘴直徑??:需小于圖1(e)所示的臨界尺寸,以確保激光束在水射流中無損耗傳輸,避免壁面能量沉積導致的熱損傷。
2、壓力與流速的動態平衡
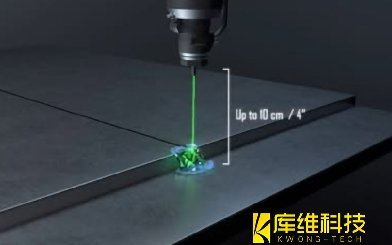
實驗表明,噴嘴出口壓力通常為1~50MPa。在此范圍內,射流流速可達數百米每秒,滿足微細加工需求。但過高的壓力會加劇射流湍流化,需通過優化噴嘴結構(如漸縮式設計)平衡流速與穩定性。
二、水射流的動態演化與形態分區
1、射流形態的分段特征
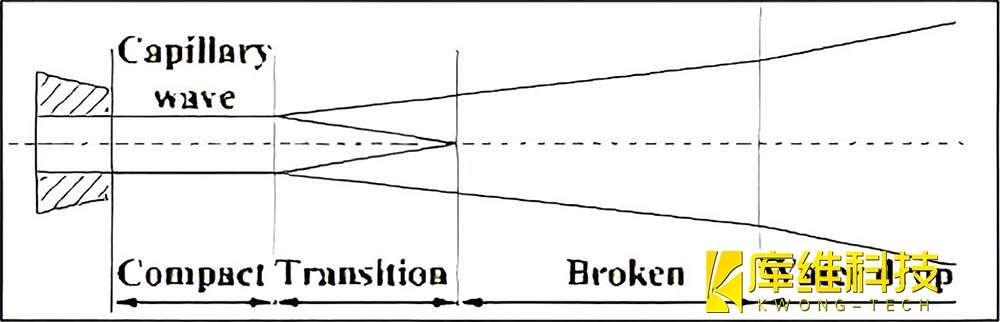
從噴嘴出口至加工表面,水射流經歷四個典型階段(圖2):
-
毛細波區(Capillary Wave)??:靠近噴嘴的微小波動區域,可能引發后續液滴分裂。
-
??緊密過渡區(Compact Transition)??:射流剛脫離噴嘴,呈連續流態但波動顯著。
-
??斷裂區(Broken)??:水流出現不穩定性,部分區域分散為微小液滴。
-
??水滴區(Water Drop)??:射流完全斷裂,形成離散液滴群。
2、外部干預對穩定性的提升
為抑制射流失穩,常采用同軸或側向保護氣(氣壓約0.3MPa),通過氣液兩相流協同作用增強射流剛性。此方法可減少液滴尺寸離散性,適用于高精度加工場景。
三、射流衰減過程的流體動力學分析
1、駐點與邊界層效應
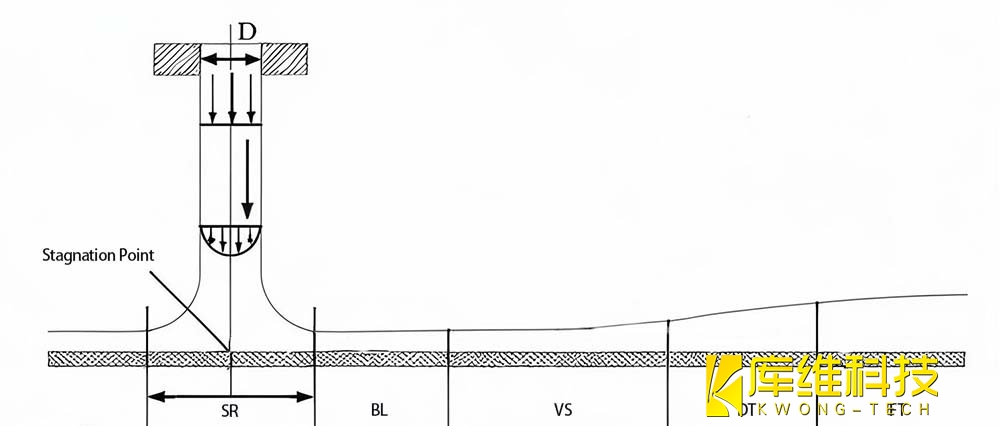
如圖3所示,射流沖擊加工表面后形成駐點(Stagnation Point),水流在此處分裂為薄層液膜(Stagnation Region, SR)。隨后依次形成:
-
??邊界層(BL)??:緊貼表面流動的低速層;
-
??粘性剪切層(VS)??:高速主流與邊界層的過渡區;
-
??湍流發展區(DT/FT)??:射流完全湍流化,能量耗散加速。
2、衰減機制與加工適應性
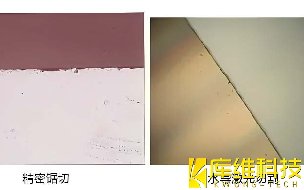
射流衰減表現為動能向熱能的轉化及液膜厚度的增加。在微米級加工中,液膜厚度需控制在亞微米級以避免熱影響區(HAZ)。通過調節噴嘴壓力與保護氣流量,可優化液膜均勻性,提升加工表面質量。
水導激光加工技術的水射流形成與衰減機理,本質上是流體動力學、激光傳輸與材料相互作用的協同過程。通過優化噴嘴結構、調控壓力參數及引入保護氣,可實現射流穩定性與加工精度的協同提升。
相關文章
水導激光加工技術:激光與水射流的耦合分析

水導激光加工技術:水導激光與水輔助激光切割硅片對比
水導激光加工碳化硅中的注意事項
水導激光加工技術:傳統加工與水導激光在相同工藝參數下的加工表面質量對比

水導激光加工水束流不穩?這5大措施讓加工質量飆升!
水導激光加工技術:精確切槽的探索

水導激光加工中如何避免激光器波長和頻率的波動?
水導激光加工SiC和SiC復合材料工藝參數優化大揭秘

水導激光加工技術在半導體領域加工的應用案例